Authored by TechNexus Fellow Holli Dobay and TechNexus Director Cristin Pacifico, this report examines the role computer vision plays in industrial AI
Integrating advanced technologies like computer vision is more than just a competitive edge – it’s a strategic imperative for today’s industrial ecosystem. Computer vision enables machines to interpret and process visual information, transforming capital-intensive operations in the manufacturing space. This technology represents a significant investment opportunity, as it serves as a critical component for enterprise-level strategy. The manufacturing sector increasingly drives the demand for computer vision to optimize plant operations across various metrics.
Venture capital has and will continue to play a pivotal role in this space to accelerate development and adoption. The global market for computer vision, valued at $14.1 billion in 2022, expects a CAGR of 19.6% through 2030 to reach $58.3 billion. The partnership between venture and technology is essential to meet these increasing demands and fostering innovation.
Current State of Industrial AI
Industrial AI has the unique advantage of combining next-gen technologies and domain expertise in ways that scale. Globally, the market is estimated to reach $72.5 billion by 2025, up from about $11 billion in 2018 for a 31% CAGR. Key driving forces include the demand for knowledge automation and the increasing value of industrial data.
The startup ecosystem plays a critical role in this evolution, driving innovation and accelerating cutting-edge technology adoption. Firms that invest in and implement AI solutions will be well positioned to unlock new revenue models and build deeper moats. Industry leaders like Siemens and BMW have been particularly vocal in the Industrial AI space, publicly highlighting their use cases in defect detection, process automation, and production planning, often in collaboration with innovative startups.
The Strategic Importance of Computer Vision
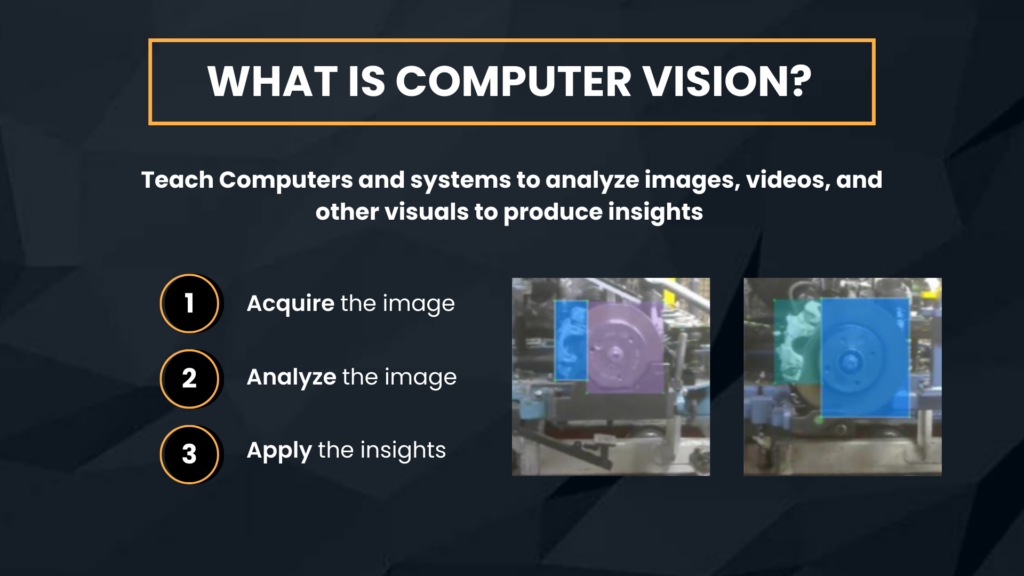
Computer vision offers a powerful means to enhance operational efficiency, improve product quality, and ensure compliance with safety standards. In the era of smart factories, automation and data-driven decisions are vital to stay competitive. Unlike other technologies, computer vision enables machines to “see” and understand surroundings, much like our own eyes. This is crucial in manufacturing, where visual inspection and process monitoring are integral to maintaining standards. Real-time analysis is another significant advantage of computer vision, which is particularly valuable in plants and on shop floors requiring high precision and reliability.
Many companies have successfully implemented computer vision technology, demonstrating its transformative potential. Notably, Brunswick Corporation, a TechNexus partner, has focused on applications like object classification and vessel motion planning, demonstrating the technology’s capabilities.
Developments in Computer Vision
Recent advancements in computer vision have significantly enhanced its capabilities. Improvements in machine learning algorithms and the proliferation of high-res cameras have enabled more precise and reliable analysis. Increased capabilities for 3D imagery win here. Additionally, the integration of deep learning techniques allows systems to better understand complexity, making real-time monitoring more effective. Systems can now learn from larger datasets, improving their ability to recognize patterns and make informed decisions. Investment in the tech has surged – a “vision revolution.”
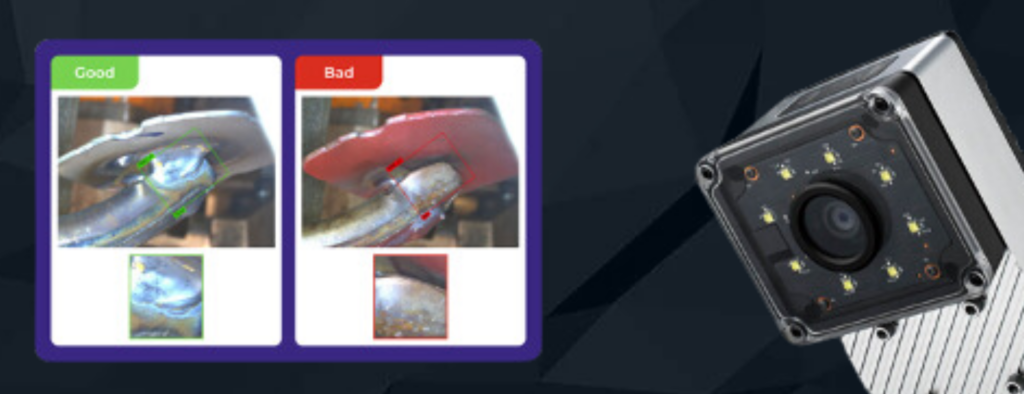
Computer vision’s ability to provide real-time insights is particularly valuable. By capturing and analyzing visual data, computer vision systems can detect anomalies, monitor production quality, and optimize workflows. Computer vision also supports sustainability initiatives, like emissions monitoring and regulatory compliance, which are increasingly important in today’s industrial landscape. Venture funding in climate tech, specifically, is expected to come in at about $11.9 billion this year with future advancements and tailwinds expected to push that higher in time.
Furthermore, the integration of computer vision with other technologies, like IoT and edge computing, has only expanded its applications and improved efficiency. All key stakeholders have material opportunities here with 5G IoT hardware unit sales for Industry 4.0 applications expected to reach 22.3 million units by 2030, up from 4.4 million units in 2023. The deployment of 5G networks, offering high bandwidth and low latency, further supports real-time data processing that is critical for immediate decision-making applications.
Core Use Case of Computer Vision: Quality Control and Assurance (QC/QA)
Quality control and assurance is one of the most significant applications of Industrial AI, accounting for around 22% of global market spend. Leveraging PitchBook data, roughly 15% of Industrial AI venture deals are focused on this area, ranking it among the top three most active categories for venture funding in Industrial AI. The focus on QC stems from the substantial improvements it can bring to manual processes in plants, yielding benefits that extend across various operations and divisions.
Mapping the Landscape of Computer Vision for QC/QA

Within manufacturing QC/QA applications, startups primarily fall into two main categories: Systems & Solutions and Enabling Technologies.
- Systems & Solutions cover core applications and specialized software suites designed to address quality processes independently. These solutions often include comprehensive tools for visual inspection, defect detection, and quality control automation, functioning as standalone systems to enhance manufacturing operations. Early stage startup activity appears to be particularly high in quality control automation based on this research. For example, DeGould offers turnkey vehicle imaging software for vehicle inspection systems. Their technology captures detailed records during vehicle quality checkpoints, intending to promote what meets the mark and rejecting vehicles that require adjustment.
- Enabling Technologies provide the essential components and infrastructure that support these systems, ensuring their effective deployment and operation. This category includes hardware components, subsystems, and services that address specific operational needs. These offerings support the implementation and scaling of QC/QA initiatives in manufacturing. In this space and based out of San Francisco, CA, Overview is developing an automated defect detection platform with cloud-native technology and proprietary hardware. Another West Coast company, Landing AI, is developing a visual inspection platform with current clients like Toyota and Ford. This team is building within another very active space in this market, enablement services and tools. They aim to improve model accuracy through data management and accelerate troubleshooting throughout production.
As capital-intensive industries like manufacturing continue to evolve and face new challenges, the integration of computer vision is becoming increasingly essential. The technology offers numerous benefits with a long future runway. Emerging trends and advancements will only expand its capabilities. However, successful implementation requires consideration of data security, firm integration, and cost management. TechNexus stands by as a key partner for companies looking to embrace these solutions. By providing expertise, resources, and strategic guidance, the team helps firms navigate the complexities and unlock new opportunities.
Closing Reflections
“TechNexus operates at the intersection of corporate and startup innovation. As a Fellow this spring, I leveraged TechNexus’ expertise in manufacturing to build a thesis around computer vision’s impact on Industrial AI. I explored various applications, analyzing how advanced technologies can enhance manufacturing and MRO processes. My research and company sourcing emphasized improving efficiency and sustainability through modernized operations and supply chain transparency. Notably, I found computer vision to hold significant potential, offering near-term, incremental benefits for manufacturers of various sizes and operational scales. This thesis is the culmination of comprehensive market research, with over 100 companies sourced.” – Holli Dobay, Spring 2024 MBA Fellow
“Holli Dobay joined TechNexus as an MBA Fellow from the University of Chicago’s Booth School of Business. Over the course of a few months, she saturated herself in Industrial AI, developed a thesis, drove venture sourcing efforts, and became a thought partner for our team as we segmented the market and debated standout companies. If you are an enterprise, startup, or investor who would like to learn more about TechNexus; or a current MBA student who would like to learn more about our Fellowship program, I would love to hear from you.” – Cristin Pacifico, Director of Venturing